樂昌Q345qC端部加厚U肋焊接設備的設計與制造探析

隨著橋梁建設向著大跨度、重載荷、長壽命方向發(fā)展,對橋梁構件的強度、疲勞性能及制造精度提出了更高要求。U肋作為正交異性鋼橋面板的關鍵承重與傳力構件,其端部區(qū)域的應力集中現(xiàn)象尤為突出。采用Q345qC橋梁鋼制造、并對其端部進行局部加厚處理的U肋,能有效改善應力分布,顯著提升橋面板的整體疲勞壽命。而實現(xiàn)此類高性能U肋高質量、高效率、高一致性的焊接生產(chǎn),離不開專用焊接設備的精密設計與制造。本文旨在探討針對樂昌Q345qC端部加厚U肋的專用焊接設備制造的關鍵技術與工藝要點。
一、 設備設計核心要求與挑戰(zhàn)
- 適應特殊結構:設備需精準適應U肋“端部加厚”的變截面幾何特征。這意味著焊接機頭、壓緊機構、行走軌跡乃至坡口跟蹤系統(tǒng),都必須具備動態(tài)調整能力,以平滑過渡加厚區(qū)與標準區(qū),確保焊縫全長的熔深與成型一致性。
- 保證焊接質量:Q345qC鋼材具有良好的焊接性,但對熱輸入較為敏感。設備必須能實現(xiàn)焊接參數(shù)的精確閉環(huán)控制(電流、電壓、速度、擺動等),特別是在厚度變化的過渡區(qū)域,需通過程序或傳感反饋自動調整參數(shù),避免出現(xiàn)過熱或未熔合等缺陷。
- 實現(xiàn)高效自動化:為提高生產(chǎn)效率和穩(wěn)定性,設備通常設計為自動化或機器人化系統(tǒng)。需集成高精度裝配定位夾具、焊縫自動尋位與跟蹤系統(tǒng)、以及清槍剪絲等輔助裝置,實現(xiàn)“一鍵式”操作,減少人為干預。
- 確保制造精度:設備自身的機械結構(如龍門架、導軌、滑塊)必須具備極高的剛性、直線度和運動精度,以抵抗焊接變形與熱應力帶來的干擾,保證焊槍在長距離行走中的位置穩(wěn)定性。
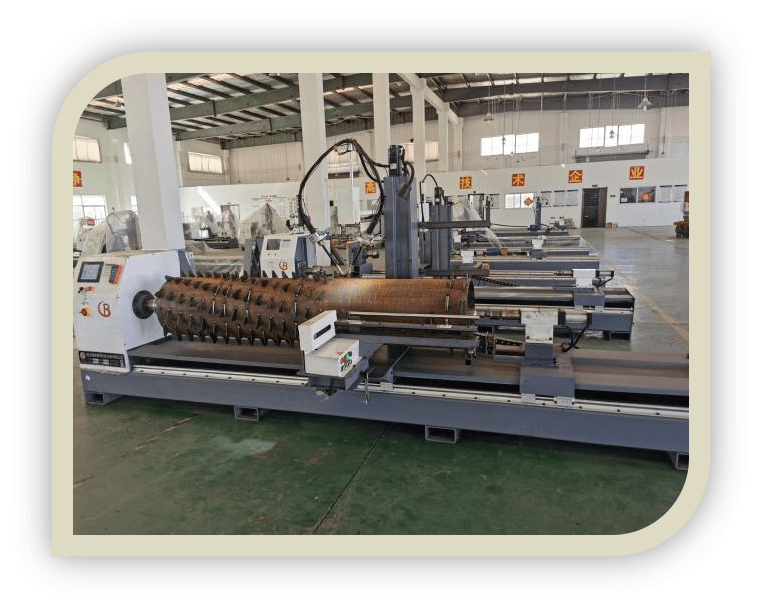
二、 關鍵制造技術與系統(tǒng)構成
- 機械本體與運動系統(tǒng):采用重型龍門式或懸臂式結構作為基礎框架,使用精密級直線導軌和齒輪齒條或伺服電機驅動,實現(xiàn)焊槍在三維空間內的穩(wěn)定、高速、多軸聯(lián)動。針對端部加厚特點,可能需專門設計具備Z軸(高度方向)隨動或坡口自適應功能的機頭。
- 專用焊接電源與送絲系統(tǒng):選用數(shù)字化脈沖MAG/MIG焊接電源,其波形控制能力有助于控制熱輸入,改善焊縫金屬性能。送絲機構需穩(wěn)定可靠,配備雙驅動或推拉絲系統(tǒng),確保長距離送絲順暢,尤其適用于U肋長焊縫施工。
- 智能傳感與控制系統(tǒng):這是設備的“大腦”。核心包括:
- 激光視覺傳感系統(tǒng):實時掃描焊縫坡口,特別是厚度變化區(qū)域,將數(shù)據(jù)反饋給控制器,動態(tài)調整焊槍姿態(tài)與焊接參數(shù)。
- PLC與工業(yè)PC集成控制系統(tǒng):負責協(xié)調所有運動軸、焊接參數(shù)、邏輯順序。針對端部加厚U肋,需預先編程好不同厚度區(qū)段的工藝參數(shù)包,實現(xiàn)智能化切換。
- 人機交互界面(HMI):提供直觀的參數(shù)設置、程序調用、狀態(tài)監(jiān)控與故障診斷功能。
- 高精度定位與夾緊工裝:設計制造專用的反變形夾具和液壓/氣動夾緊系統(tǒng),確保U肋與橋面板在焊接過程中始終保持預設的裝配間隙與角度,有效控制焊接變形。
三、 制造工藝流程與質量控制
設備制造遵循從設計、加工、裝配到調試的完整流程。在加工階段,對關鍵結構件進行去應力退火和精密機加工,保證基礎精度。裝配階段,采用激光跟蹤儀等工具對運動系統(tǒng)的幾何精度(如直線度、平行度、垂直度)進行精細校準。最終的調試階段是整個制造的核心,需使用真實的樂昌Q345qC端部加厚U肋試件進行焊接工藝驗證,通過宏觀金相檢查、無損探傷(UT/RT)、以及力學性能測試(如拉伸、彎曲、疲勞試驗)來驗證設備產(chǎn)出的焊縫質量是否完全滿足橋梁規(guī)范(如《公路橋涵施工技術規(guī)范》JTG/T 3650)的嚴苛要求。只有試件焊縫各項指標全部合格,設備才能交付驗收。
結論
為樂昌Q345qC端部加厚U肋量身定制的焊接設備,是集精密機械、數(shù)字化焊接、智能傳感與控制于一體的高端專用裝備。其成功制造,不僅依賴于先進的模塊化設計與精密加工,更關鍵在于深刻理解U肋端部加厚結構的焊接冶金特性與工藝需求,并通過系統(tǒng)集成與智能化控制,將最優(yōu)工藝參數(shù)固化為設備的“本能”。此類設備的應用,標志著橋梁鋼結構制造向智能化、精細化邁出了堅實一步,為建造更安全、更耐久的大型橋梁提供了至關重要的裝備保障。
如若轉載,請注明出處:http://www.soofun.com.cn/product/4.html
更新時間:2026-06-19 23:09:50